

















As the manufacturing industry continues to evolve toward higher efficiency and precision, high-power fiber laser cutting equipment has become an essential processing tool in industries such as steel structures, construction machinery, shipbuilding, and energy equipment. Compared to traditional cutting methods, high-power lasers offer faster cutting speeds, higher processing precision, and lower overall costs.
However, in actual production, even with advanced equipment, cutting quality can be compromised by factors such as parameter settings, assist gas, or material properties—leading to issues like slag buildup at the bottom, abnormal cut patterns, and increased burrs.
Drawing on typical high-power laser cutting case studies, this article summarizes the three most common processing issues and their corresponding solutions to help operators quickly identify root causes and improve production stability.
Why Do Processing Issues Still Occur in High-Power Laser Cutting?
Although high-power lasers deliver greater energy output, cutting quality does not depend solely on power.
Nozzle specifications, focal position, assist gas pressure, cutting speed, and the quality of the sheet metal itself all collectively influence the final machining result. A deviation in any single parameter can lead to a decline in cut quality.
Therefore, during equipment maintenance and process optimization, it is necessary to comprehensively adjust multiple processing parameters rather than simply increasing the laser power.
Common Issue 1: Slag or Nodules on the Bottom of the Cut
Possible Causes
•An inappropriate nozzle diameter prevents the gas flow from adequately evacuating molten metal
•The focal point position does not match the sheet thickness.
•The assist gas pressure is set too high or too low.
•The sheet surface has an oxide layer, impurities, or is of poor quality.
Optimization Recommendations
•Select a nozzle of appropriate size based on material thickness and recalibrate the focal point position.
•Adjust the assist gas pressure to ensure the molten metal flows smoothly out of the cut.
•Prioritize metal materials with consistent quality and good surface condition to minimize processing fluctuations caused by material factors.
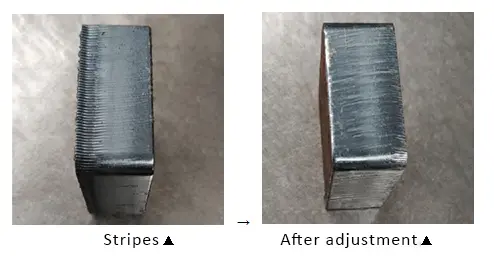
Common Issue 2: Visible Stripes on the Cut Surface
Possible Causes
Excessively deep cutting grooves typically indicate an unstable cutting process. Common causes include:
•The nozzle orifice is too large, resulting in uneven gas flow distribution;
•Excessive assist gas pressure, causing localized overburning;
•Mismatch between cutting speed and laser power.
Optimization Recommendations
•Replace the nozzle with one of a more appropriate size to improve gas flow concentration.
•Readjust the assist gas pressure to prevent overburning.
•Optimize the cutting speed based on material thickness and laser power to maintain stable energy input.
Once the processing parameters are adjusted, the cut surface will typically be smoother, and the surface texture will be more uniform.
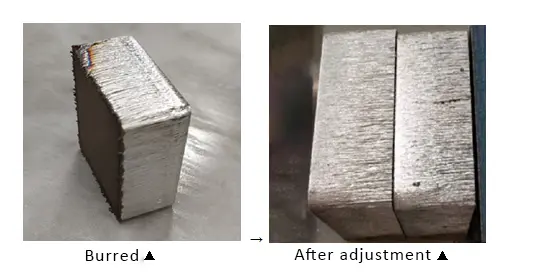
Common Issue 3: Excessive Burrs on the Cut Bottom
Possible Causes
Burrs typically indicate that the material has not been fully cut through and may be caused by the following factors:
•The nozzle size is too small, resulting in insufficient auxiliary gas flow;
•The negative focus position is set improperly;
•Insufficient auxiliary gas pressure prevents molten metal from being blown away in a timely manner.
Optimization Recommendations
•Use a larger nozzle to improve slag removal capacity.
•Reset the negative focus position according to the sheet thickness.
•Appropriately increase the assist gas pressure to ensure a more thorough cutting process.
For thick sheet processing, the focal position and gas pressure are often more important than simply increasing the laser power.
Routine Maintenance Also Affects Cutting Quality
In addition to process parameters, the condition of the equipment is a key factor affecting processing stability.
It is recommended to regularly check the following items:
•Clean the protective lenses and focusing lenses of the laser cutting head;
•Check the operating status of the cooling system to prevent condensation from forming on the laser;
•Test the purity of the auxiliary gas and check the gas supply lines for leaks;
•Periodically calibrate the nozzle center position to ensure the laser beam is coaxial with the nozzle.
Proper maintenance can effectively reduce failure rates while extending the service life of optical components.
Recommended Equipment: Fully Enclosed Fiber Laser Cutter
For high-power sheet metal processing, the equipment structure also determines processing stability.
Fully Enclosed Fiber Laser Cutting Machines Offer the Following Advantages:
Dual-Servo Gantry Drive
The dual-drive gantry structure and high-rigidity bed ensure stable precision even during high-speed operation, making it suitable for high-volume continuous production.
Fully Enclosed Safety Design
The enclosed protective structure effectively reduces the spread of laser radiation and fumes, providing a safer working environment for operators.
Intelligent Control System
Supports functions such as resume-from-breakpoint cutting, retraction cutting, fault alarms, and automatic diagnostics, reducing downtime and improving equipment utilization.
Automatic Focusing Cutting Head
Automatically adjusts the focal point, significantly shortening piercing time and improving the cutting efficiency and consistency of medium- to thick-gauge sheets.

Conclusion
High-power laser cutting relies not only on the equipment itself but also on appropriate process parameters and standardized equipment maintenance. Systematic optimization to address common issues such as slag buildup, striations, and burrs can effectively improve cutting quality, reduce rework rates, and further unlock the processing advantages of high-power equipment.
For companies requiring long-term, stable processing of medium-to-thick plates and complex parts, fiber laser cutting equipment equipped with auto-focusing, intelligent control, and a fully enclosed protective design will help achieve higher production efficiency, more stable processing quality, and lower overall operating costs.
Frequently Asked Questions (FAQ) About High-Power Laser Cutting
Why does slag build-up occur during high-power laser cutting?
This is typically related to nozzle specifications, focal position, assist gas pressure, and sheet quality. Optimizing these parameters appropriately improves cutting quality more effectively than simply increasing power.
How can I reduce burrs during laser cutting?
We recommend checking the negative focal position, assist gas pressure, and nozzle size, while ensuring the material is fully penetrated.
What causes noticeable striations in laser cutting?
Striations are generally caused by improper nozzle aperture selection, mismatched cutting speeds, or excessively high assist gas pressure; optimization requires adjusting these parameters based on actual processing conditions.
Which industries are suitable for high-power laser cutting?
It is widely used in industries such as steel structures, construction machinery, rail transit, shipbuilding, pressure vessels, energy equipment, and metal processing service centers, and is particularly suitable for medium-to-thick plates and high-volume production scenarios.
How can the stability of high-power laser cutting be improved?
In addition to optimizing cutting parameters, it is essential to keep the optical system clean, ensure stable operation of the cooling system, and regularly check the purity of the assist gas and the coaxiality of the nozzle.




 Previous
Previous




 LET’S TALK
LET’S TALK



